Developing a Welding Process for
New-Frame Inner Frame Bodies
With conventional body frames, the roof and side panels are sub-completed as inner and outer parts, respectively, and then joined to the frame floor in the main body forming process to form a white body. The basic method of joining the components was spot-welding the outer sections together, bolting the inner sections together, or MIG (Metal Inert Gas) welding.
In addition, bolting inner parts together required bolts and nuts as well as gussets (reinforcement parts), which increased weight and the number of parts.
With the inner frame body structure*6, only the inner parts (framework) of the roof and side panels are first joined to the floor (inner frame process). This allows direct joining by spot welding, whereas with the conventional structure components, the outer panel is a bag structure and the inner frame cannot be welded, so the main frame parts are joined by bolts. This made it possible to reduce stress concentration points and disperse strain energy, further improving bonding strength compared to the conventional method. The number of parts had been reduced through integration, and weight reduction had been achieved through thinner wall thickness and fewer bolts and gussets.
With the inner frame process, the inner parts are directly positioned and joined together, and in the subsequent main body forming process (GW process), the outer parts are joined to the inner frame on the outer plate. This enabled precision assurance by controlling the positioning of both the inner and outer body.
In addition, the inner frame structure allowed the use of spot welding by robots instead of bolt fastening or MIG welding by workers, eliminating difficult work. In addition, the welding process, which used to span multiple processes, was consolidated into a single location, greatly contributing to improved productivity.
- The white body formation process, which is the basic framework of the vehicle, has been changed from the conventional method of rigidifying the body including the outer panels before forming the body to a process in which the inner parts (inner) are first joined to the floor as the framework, and only the framework is formed before the outer panels (outer) are welded in place.
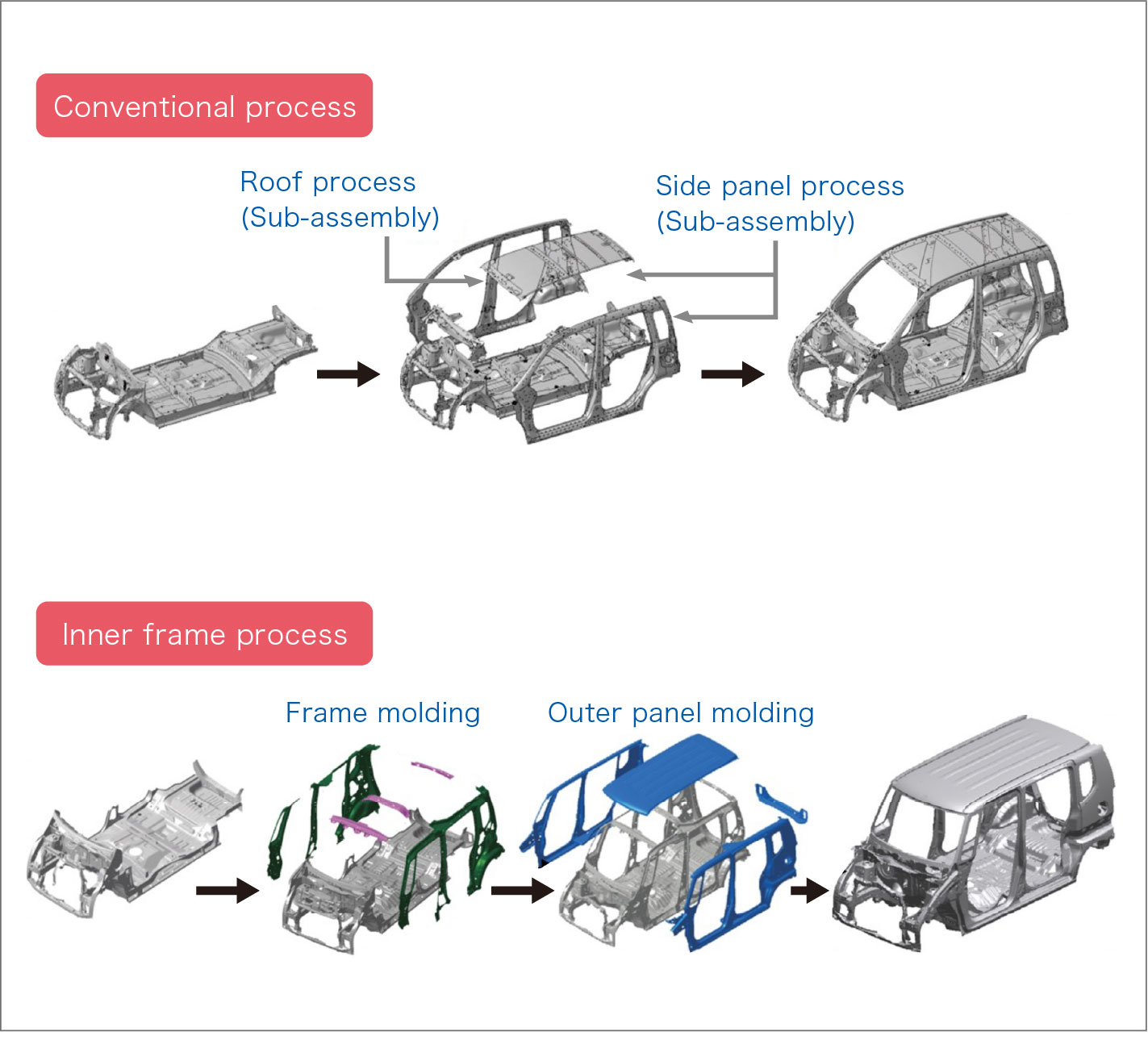
Highly efficient joint structure using inner frame
The Shift from Facility and Equipment Production to
Creating Ideal Factory Processes Through Manufacturing DX
Honda has been advancing its manufacturing by creating equipment and tools in the spirit of “making what is not available” in the production field. However, in recent years, the requirements for products have changed dramatically, and many problems and issues have arisen that cannot be solved with a single piece of equipment or tool. Manufacturing plants are now required to have a system that captures the total quality of a single car, and in order to respond to these changes, various initiatives utilizing digital technology are being promoted, and rapid progress has been made.
Increasing Welding Process Efficiency for New Models
With automobile production, the development of an off-line teaching system*7 for welding robots utilizing digital technology was started in the 1990s aiming to improve the welding process efficiency when new models were introduced. Introduction of the new system began with the “‘01 Tai-Kai” implemented from 2001. Subsequently, from the 2010s, the introduction of 3D design data and the fact that robot simulators had changed from UNIX workstations to Windows PCs greatly reduced the cost of introducing robot simulators, and the environment for introducing off-line teaching had been improved. In addition, the application of a prototype-less development flow utilizing simulation technology made it necessary to shorten the time required to introduce new models, and the application of off-line teaching was expanded as the main method to achieve this.
Recognizing these changes in the environment as an opportunity, Honda accelerated the development of a system to improve efficiency in the allocation of welding points and a next-generation welding robot simulation system. With global deployment in mind, Honda worked to further increase efficiency through the use of manufacturing DX, including advances in digital technology.
- A system that uses software simulation to realize teaching tasks that were previously performed by actual robots.
High-Precision Body Production
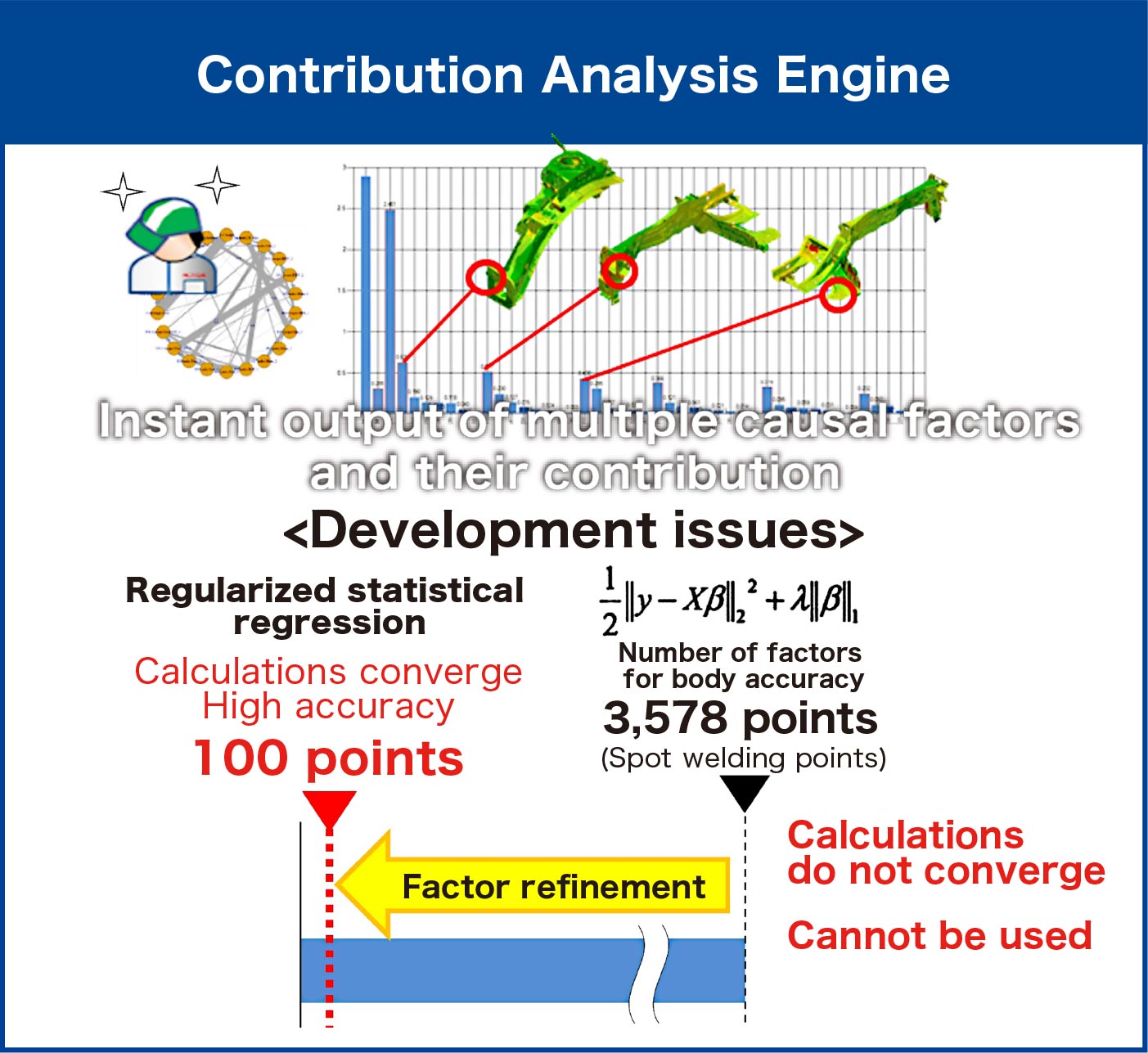
Around 2017, reforms were initiated to produce quotient-precision bodies. Until then, accuracy had been judged on a component-by-component basis, and high-accuracy data on the impact of variations in components during mass production and assembly were not being quantitatively measured. Honda constructed multiple systems capable of measurement and analysis to make use of digitized 3D data of product drawings to determine whether a product’s accuracy was acceptable. In addition, a new contribution analysis engine*8 was developed as a core technology to reveal the causes of defects at a dramatic speed. These digitized systems made it possible to manufacture high-precision bodies for new models in a short period of time, contributing to the production of high-precision bodies on a global scale.
- A system developed by Honda that uses an original algorithm to narrow down the number of spot welding points from more than 3,500 in the welding process, to about 100 that are closely related to product cost, and then uses regularized statistical regression to narrow down to five spots to identify the cause. By checking these five spots with actual parts, defects can be identified at a speed that was impossible in the past.
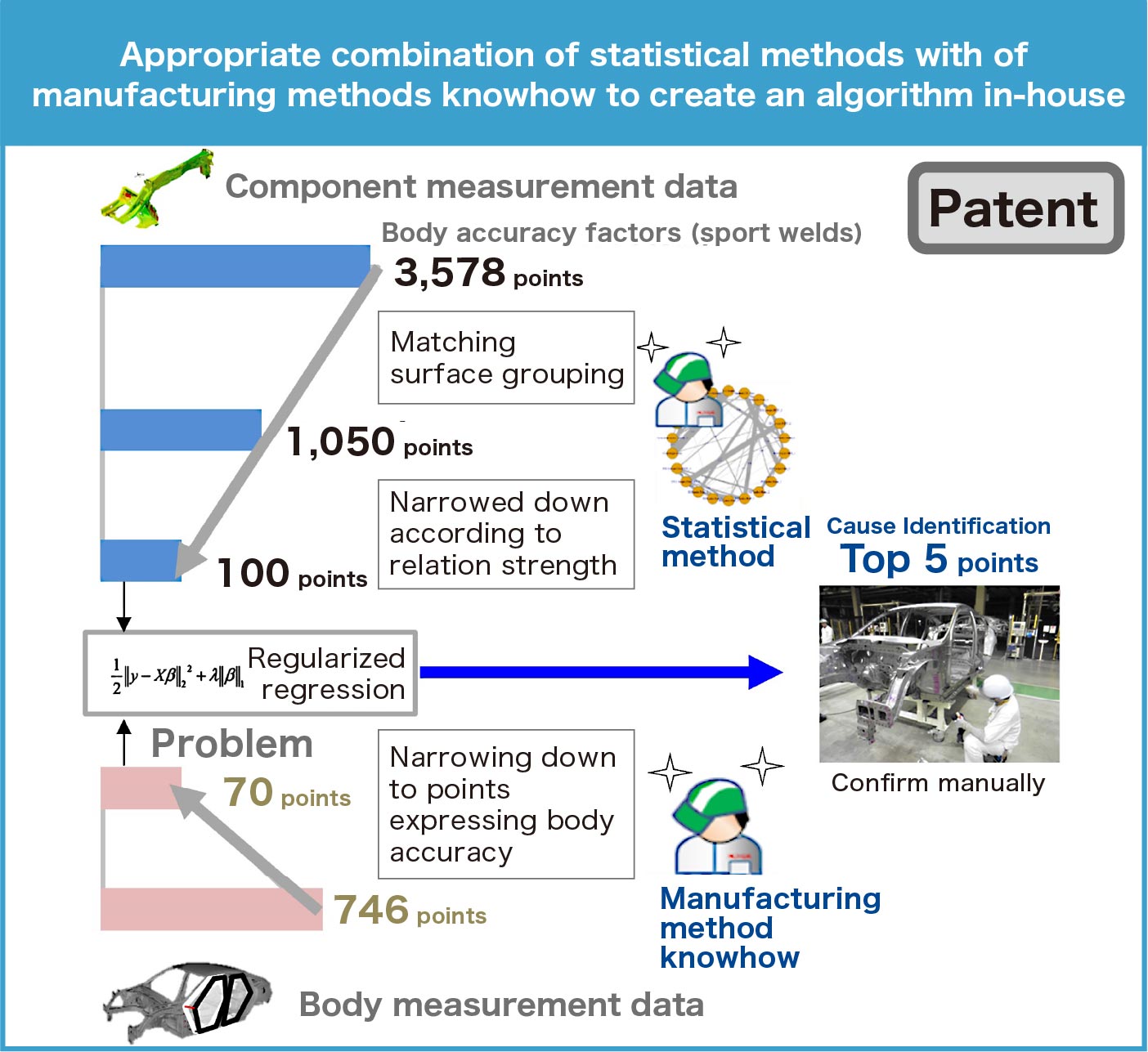
Combination of defect point identification by contribution analysis engine and manufacturing process
knowledge improves efficiency in identifying causes.
Developing and Operating Line End Testers
 LET, an inspection and diagnostic device for electronic control systems
LET, an inspection and diagnostic device for electronic control systems
With the dramatic increase in the number of electronic control systems in automobiles, Honda has developed and is operating its own inspection and diagnostic equipment, the Line End Tester (LET), to effectively inspect these systems for quality assurance. The advantage of Honda’s LET is that it can perform numerous inspections simultaneously, making it cheap and easy to introduce electronic control system inspections to mass production lines at global locations. This LET technology is also used for learning ECU functions and writing programs to ECUs, expanding the scope of application to include electrical inspections of outboard motors, ATVs, and motorcycles.
Developing and Operating Line End Testers
The inspection process (Vehicle Quality, or VQ), the final step in the production line, includes quantitative evaluation, in which pass/fail is determined based on numerical values quantified by measurement devices, and sensory evaluation, in which human judgment is made, which cannot be made by devices. While sensory evaluation enables judgments to be made in accordance with the customers’ needs and can easily be applied to multiple models, it is difficult to control quality consistently due to staff turnover and regional differences, and quality defects may occur in the market. To address this issue, the accuracy and efficiency of LET inspections have been greatly improved by replacing the human senses of sight and hearing with quantitative inspections based on communication between the LET and electronic control components such as intelligent power units (IPUs). It has already been adopted in radio reception sensitivity testing, among others. Quality assurance quantification of electronic control systems is continuously being promoted to further improve inspection accuracy and efficiency.

Sensory evaluation by human judgment in the inspection process
Quantifying Work and Improving Inspection
Accuracy Through LET Technology
Since LET is directly connected to the vehicle and has access to almost all of the electronic devices, and is also connected to the factory’s production control system, the inspection process at each factory uses LET to perform traceability and regulatory compliance inspections in addition to sensory inspections while synchronizing with the production control system. It is also linked to other systems such as data writing to anti-theft devices (immobilizers) and brake fluid injection systems, IPU pre-inspection equipment for hybrid cars and other electrically powered vehicles, MDT (multi-driving tester)*9 for comprehensive vehicle inspections, and inspection equipment for the Honda SENSING safe driving support system. The evolution of LET has enabled it to function as a gateway between data on the vehicle side and external inspection devices, enabling highly accurate inspections.
- MDT (Multi Driving Tester) started in 1989 as an inspection device for new vehicle features (TCS, ABS, LSD), and has rollers at the front and rear to reproduce driving conditions for final inspections. It continues to evolve as a multi-functional testing machine by adding and learning new functions, and inspecting according to laws and regulations, and continues to be developed in the direction of inspecting ADAS (advanced driver assistance systems) such as Honda SENSING and AD (automated driving).


Completed vehicle inspection by LET
Realizing the Same Quality Worldwide
Although VQ inspections are based on the condition of the completed vehicle, its quality is already determined by the welding and assembly in the previous process. The evolution of LET has made it easier to prevent careless errors by workers and find defects that were difficult to detect in the past, in addition to VQ inspections. Going forward, Honda will continue to further advance digital technology, promote the quantification of all operations, and utilize the quantified data to improve efficiency and product quality throughout its plants.
Toward Competitive, Strong “Monozukuri”
Production technology has supported Honda’s manufacturing and has continued to evolve and reform along with the increasing performance and functionality of its products. In order for Honda to continue to be a company that society wants to exist in the face of the ever-accelerating electrification and environmental issues, it is essential to evolve its production technologies that embody the products that people need.
Soichi Yamamoto, general manager of the Production Technology Division (as of March 2023), commented on Honda’s efforts to realize competitive and strong manufacturing:
“Honda’s production technology philosophy is ‘If it does not exist, make it.’ At the time of the company’s founding, there were few specialized manufacturers that handled equipment for automobile factories, and satisfactory products in terms of performance and quality were hard to come by. Our predecessors made their own facilities and molds to fit their factory’s production methods, contributing to Honda’s ‘Monozukuri’ [the art of making things]. It is a proud history of overcoming the handicap of being a latecomer to the automobile industry with wisdom and technology.
“However, the automotive industry is facing a major transformation that is said to occur only once every 100 years, and the production technology required is also changing dramatically. We are required to reform the entire production process by connecting processes from the development of core technologies and core facilities, to preparation for development and production, procurement, mass production, and recycling, in order to realize competitive products. In order to respond with flexibility to this major environmental change, we need to build and promote a strategy and system based on Honda’s production technology DNA, aiming to broaden collaboration across the company’s functions and cooperation with other companies.
“We believe the way we work will change significantly in the future, and we may often feel at a loss. However, even as work expands and the technology required changes, the essence of the engineers who support it will not change. I hope that our engineers will acquire the ability to see things for what they really are and the attitude of never giving up until the end. I hope they will understand the direction that the company is aiming for and sincerely face their own roles and challenges, and experience the great sense of accomplishment that comes from achieving manufacturing reform.”
Mohican Structure that Became Mainstream Worldwide
Both sides of the 1300 coupe’s roof were constructed with spot-welded grooves to which rubber was attached during the assembly process. The design resembled a Mohawk (Mohican) hair style, hence the name Mohawk Roof, which has since become a characteristic of Honda’s cars.
At that time, the parts that made up the side surfaces of the body were divided into multiple parts and were joined together, but this was due to body precision issues. The soldering process (filling in gaps with solder) to smooth the joints was not only labor-intensive, but was also harmful to the workers who breathed in fumes. Honda wanted to eliminate the need for soldering. The Mohawk structure improved the dimensional accuracy of the body and reduced the man-hours required for soldering, thus improving productivity. In addition, harmful work was also eliminated. Today, many manufacturers around the world have adopted this method, and it is an example of Honda’s advanced technology. In the latest models, laser welding has eliminated the need for moldings and greatly improve car design.
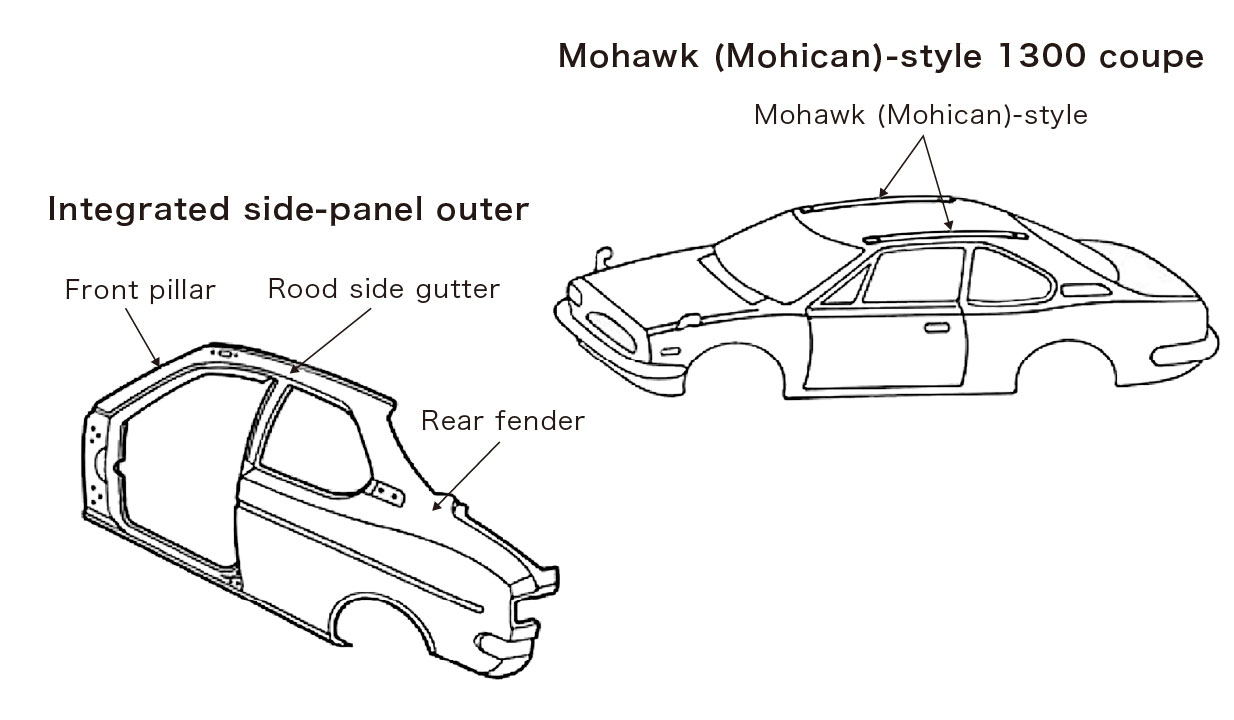
The Mohawk (Mohican) Roof, first used on the 1300 coupe, not only became a feature of Honda cars, but was subsequently adopted by many automakers.
World’s First All-Aluminum Monocoque Body
Mass-Production Technology
The development of the world’s first all-aluminum monocoque body for a mass-produced vehicle, which was used in the first-generation NSX, was a joint effort of HGT, EG, and material manufacturers. EG developed aluminum materials with excellent ductility suitable for press forming and forming technology that provides uniform tension without fracture or surface distortion. In the area of body welding equipment, Honda developed an aluminum body welding system, including a spot welding robot system and GW system, with a more rigid gun arm and a larger current compared to a conventional steel body welding system. Compared to a single steel body, weight was reduced by 140 kg with the white body alone, and approximately 200 kg overall.

The NSX all-aluminum monocoque body, the world’s first for a mass-produced vehicle, was developed through the joint efforts of HGT, EG, and material manufacturers.
Developing the HAW Motor for Hybrid Systems
Through Co-Creation
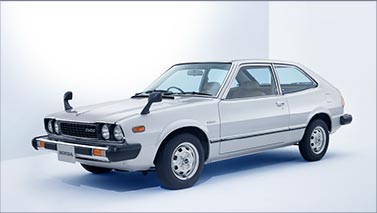
The i-MMD hybrid system, which uses two motors, one for power generation and the other for drive, first appeared in the Accord Hybrid launched in June 2013. However, this i-MMD had a motor with a distributed winding coil using common round copper wire, and it was necessary to develop a smaller motor to enable its application in other models, especially in the compact class.
Around 2010, HGT began developing segment conductor wound motors, in which coils are assembled by processing copper wire with a square cross section, in parallel with distributed winding. At the same time, EG also began to study the feasibility of this motor, focusing on the advantages of the manufacturing process, such as realizing lightweight and compact motors at reduced production costs.
A joint team was formed by HGT, EG, and the Hamamatsu Factory to complete the motor and bring it into mass production. The team accelerated development of the HAW (Honda Advanced Wiring) motor, aiming for the world’s highest efficiency, by establishing technologies for high-density forming of rectangular copper wire and application of insulation film. The HAW motor is 24% smaller, 23% lighter, and 37% less expensive than the distributed coil motor.
The evolutionary i-MMD with HAW motor was applied to the Odyssey released in February 2016. In February 2020, it was renamed e:HEV and was featured in the Fit, which is now available. It was also included in Honda’s first mass-produced battery EV, the Honda e, as well as in hybrid vehicles, and has since been deployed in a variety of other models.
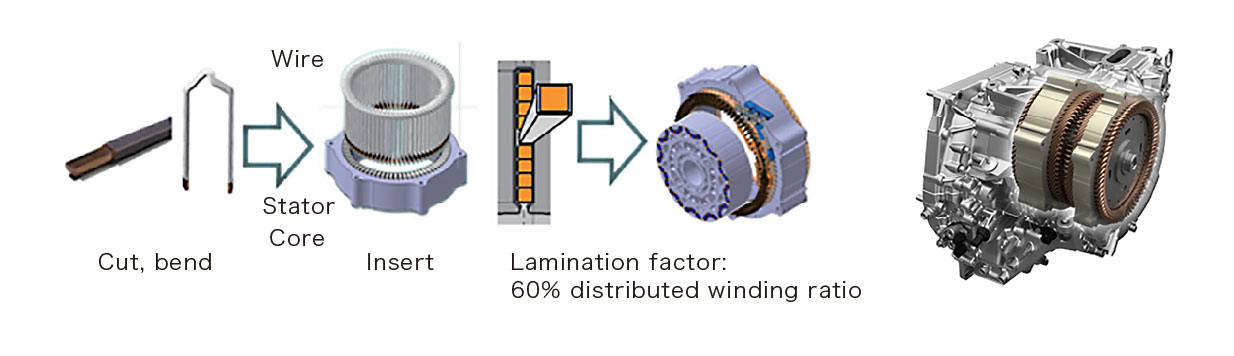
HAW motor iMMD, developed through co-creation between EG, HGT, and the Hamamatsu Factory, is 24% smaller, 23% lighter, and 37% less expensive than the conventional iMMD.